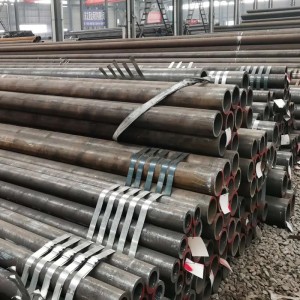
Electric resistance welded (ERW) tubes are manufactured by cold forming a flat steel strip into a round tube and passing it through a series of forming rolls to obtain a longitudinal weld. The two edges are then heated simultaneously with a high-frequency current and squeezed together to form a bond. No filler metal is required for longitudinal ERW welds.
There are no fusion metals used during the manufacturing process. This means that the pipe is extremely strong and durable.
The weld seam cannot be seen or felt. This is a major difference when looking at the double submerged arc welding process, which creates an obvious welded bead that might need to be eliminated.
With the advances in high-frequency electric currents for welding, the process is far easier and safer.
ERW steel pipes are manufactured by low-frequency or high-frequency resistance "resistance". They are round pipes welded from steel plates with longitudinal welds. It is used to transport oil, natural gas and other vapor-liquid objects, and can meet various requirements of high and low pressure. At present, it occupies a pivotal position in the field of transportation pipes in the world.
During ERW pipe welding, heat is generated when current flows through the contact surface of the welding area. It heats the two edges of the steel to the point where one edge can form a bond. At the same time, under the action of the combined pressure, the edges of the tube blank melt and squeeze together.
Usually ERW pipe maximum OD is 24" (609mm), for larger dimensions pipe will be manufactured in SAW.